CSPI-EXPO2026 国際 建設・測量展
「 CSPI-EXPO2026 国際 建設・測量展 」に出展します。

超高圧油圧安全ガイドを改訂しました
超高圧油圧 (UHP) システムの取扱いには、精密なコンポーネントと安全を最優先に考える姿勢が必要です。セインの最新版「超高圧油圧安全ガイド」をダウンロードして、安全手順の強化と運用リスクの低減にお役立て下さい。 超高圧システムを取り扱う作業には重大な危険が伴います。そのため、精度、注意、適切な機器の使用が、あなたと作業場の安全を確保するために欠かせません。...

データセンター EXPO 2026
「データセンター EXPO 2026」にご来場いただき、ありがとうございました。

SafetyReel FS発表 - 食品安全エア用自動巻取り式ホースリール
食品・飲料業界において、清浄で食品グレードの圧縮空気を維持することは、汚染を防ぎ、規制を遵守し、消費者の安全を守るうえで不可欠です。 生産工程全体にわたる食品の安全性を高めるため、セインはこの度、食品グレードの空気品質をシステム全体で維持することを目的に特別に開発された自動巻取り式ホースリール「SafetyReel FS ホースリール」を発表しました。ハウジング、ホース、カップリング、...

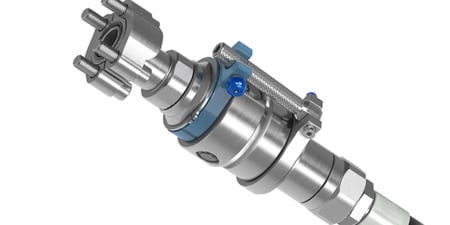
CEJN BLXで油圧ツールやアタッチメントの交換をスピードアップ - クイックカップリング技術の最新イノベーション
セイン BLXは、革新的な片手操作のバイヨネットロック機能により、油圧クイック・コネクトカップリング技術を大きく前進させました。安全性、効率性、堅牢性を兼ね備えたこの新しいソリューションは、最高の性能と信頼性を求めるプロフェッショナルにとって不可欠なアップグレードです。

WATTALPS社がセインのウルトラフロークイックカップリングを先進的なリチウムイオンバッテリーに採用
WATTALPS社は、最も過酷な産業向けに製造された高性能バッテリーに対する需要の高まりに対応しています。革新性と信頼性を重視する同社は、セインと提携し、セイン ウルトラフロー クイック・コネクトカップリングを組み込むことで、高度なバッテリーシステムの効率性と柔軟性を強化しました。

セイン、データセンター向けOCP PBMC(Pivoting Blind Mate Coupling)の開発に参画
イノベーションがセインの原動力です。特に急速に進化するデータセンター業界において、多様なアプリケーションの要求を満たし、それを超える新たな方法を常に模索しています。オープン・コンピュート・プロジェクト(OCP)において、セインは液冷需要の高まりに対応する新たなカップリング・ソリューション「OCP PBMC(ピボッティング・ブラインドメイト・カップリング)」の開発に参画しています。
CEJNがEcoVadisのブロンズメダル受賞
CEJN ABは、EcoVadisのサステナビリティ評価で銅メダルを獲得しました。CEJNがこの評価を申請したは今回が初めてであり、今後の継続的な改善に向けた明確な基準となります。 EcoVadisは世界で最も認知されているサステナビリティ評価プラットフォームの一つであり、世界中で15万社以上の企業が評価を受けています。この評価では、環境、労働・人権、倫理、持続可能な調達などの分野が対象となります...

SafetyReel G2 ホース・ケーブルリールの導入 - 拡張リーチと最大性能
SafetyReelの品揃えを拡充し、SafetyReel G2を発表しました。SafetyReel G2は、リーチが延長され、流量または出力が増加した、これまでで最も先進的なホースおよびケーブルリールです。

Reynolds Training Services社におけるセインのスマートフロー ドライブレイクカップリングの活用事例 ―高リスク産業における安全教育
高リスク産業において人と環境を守ることは、英国のReynolds Training Services社の事業の核心です。同社は、危険性の高い産業分野に特化した専門的なトレーニングと能力評価を提供しています。目的に沿って設計されたトレーニング施設内では、セインのスマートフロードライブレイクカップリングが、安全かつ漏れのない液体ハンドリングを実演する上で重要な役割を果たしています。

ChemPlus社が安全なAdBlue®配送にセイン スマートフロードライブレイクカップリングを活用する方法
信頼できる機器は、効果的なAdBlue®配送に不可欠です。ChemPlus社は、イギリス全土で毎週65万リットルを超えるAdBlue®を配送しており、セイン スマートフロードライブレイクカップリングを使用して、現場でのクリーンで漏れのない液体ハンドリングを実現しています。

セイン BLX – 次世代の超高耐久クイックコネクター
プレスリリース 展示会Bauma 2025で発表されたセイン BLXは、過酷な油圧用途における新たなベンチマークを打ち立て、2026年1月の全世界販売開始が予定されています。